
Density is a value that measures the relationships between mass and volume, allowing us to quantify the properties of a material. In general, polyolefins (polyethylene and polypropylene) have a very low melting point, as they are such thin materials. This facilitates the heat-sealing processes used on fresh or pre-prepared foods. PE sealing is ordinarily used on PET tray lids.
PET is a recyclable material and used frequently in food preservation, but what happens to the rest of the polymers from these multi-layer structures that are used in food packaging? These materials can seriously hinder the recovery of PET flakes, which have a density greater than 1, if they are not ecologically designed to float during the washing portion of the plastic recovery process.
As we already know, the objective of polyester recycling plants is always to recover clean PET flakes without traces of other polymers, inks, labels, caps, etc. Until now, PET recycling was mainly conducted on mono-material bottles but, in the past few years, new European guidelines have called for a significant increase in recycling rates. Consequently, PET trays are now to be recycled so that the PET flakes can be recovered.
The PET-flake recovery process
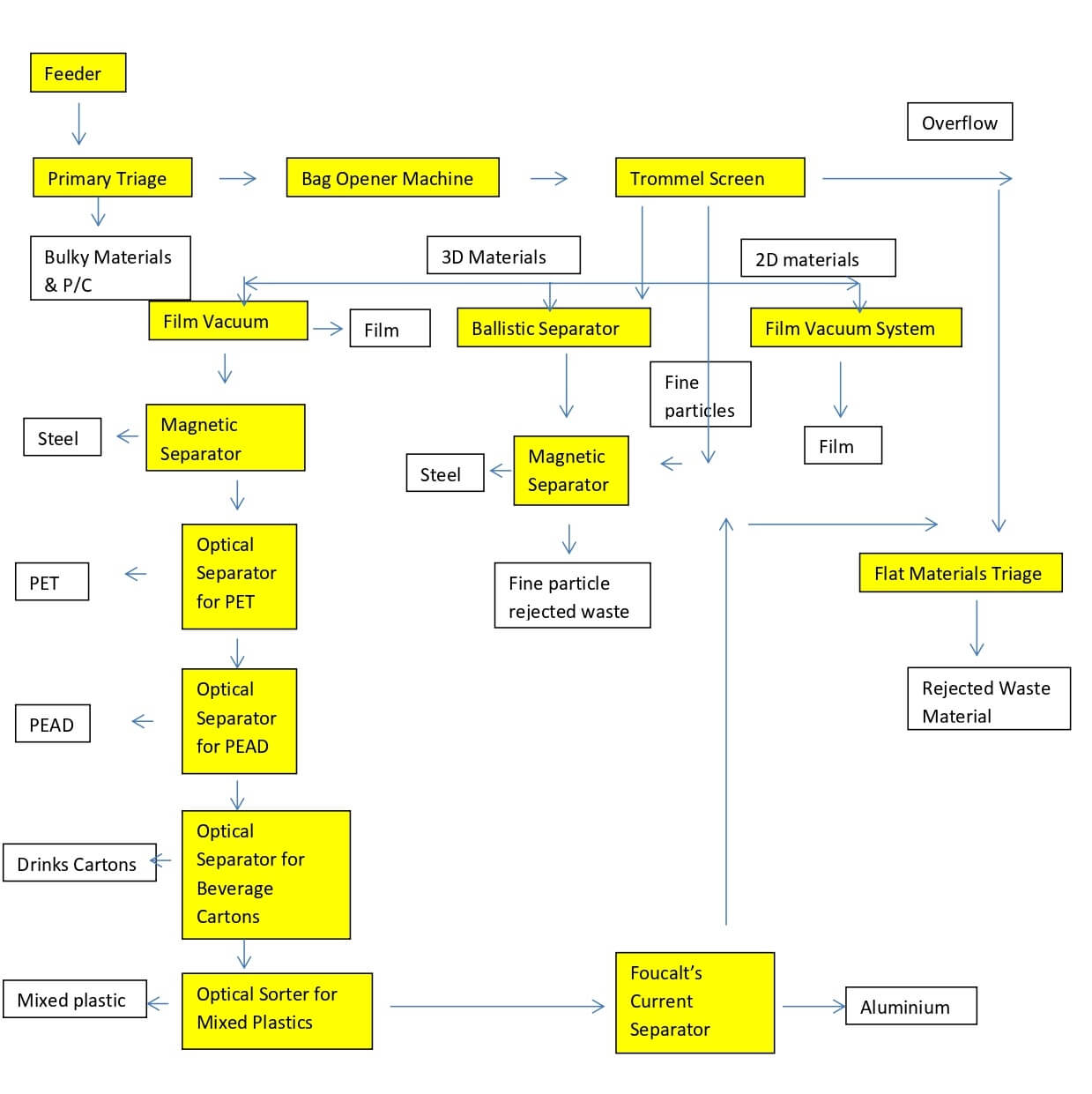
When post-consumer PET waste (mainly bottles and trays) reaches the recycling plant, it is ground up and then deposited in a sink-float tank so that the PET flakes are delaminated and separated from the other polymers. In the following diagram you can see the figures related to the separation of the plastics and the role of their density therein. This diagram highlights the essential nature of having ecologically designed top films, labels, caps, etc. These eco-designed elements are found in the guidelines of various organisations that promote recycling, such as the PLASTIC SENSE foundation

With regard to PET, a distinction is made between multi-layer and mono-layer materials. The rigid multi-layer material must be transparent, colourless, thicker than 150 microns, and not contain any polyurethane adhesives. The adhesives must be replaced by others that are acrylate based and soluble in hot water. Furthermore, these multi-layer plastics cannot include any material with a density greater than 1.
As for top film, printed hard lid films are delaminated, like the trays, leaving the ink in the section that has the floating residues. Flexible top film must have a density lower than 1 so as not to contaminate the PET flakes that are on the bottom of the tank. The objective is to increase the amount of PET recycled and, following new European guidelines, take advantage of its valuable secondary market and specialised recycling industry, which, in turn, greatly increases demand.
In this way, during the delamination process of the trays, the clean PET flakes remain at the bottom of the tank, separate from other materials and polymers (printed or not) that may contaminate them. For this reason, the ecological-design of top film is crucial. it must have a density of <1g/cc and inks that are incapable of contaminating the PET flakes that we at SP GROUP recycle to foster circularity and encourage recycling with models like TRAY2TRAY (separate from BOTTLE2BOTTLE).
Recycled Materials from the Yellow Bins
Moreover, SP GROUP was the first plastic sheet producer to be awarded the ECOSENSE certificate, in 2017. Since that date, we have been collaborating with other recyclers in order to improve and reach the maximum content of recycled PET in our products. Undoubtedly, and given the imminent plastic tax that will come into force after the summer of 2021, recycled PET will be vital in the food packaging industry, as it will be exempt from the €0.45/kg charge.
What to do with top film?
Currently, if packaging materials are multi-layered (various polymers), it is far more difficult to reprocess them and so the fraction that floats in the PET recyclers usually ends up in a landfill. For this reason, it is necessary to differentiate between two main types of top film: the flexible multi-layer one, which is removed by pneumatic suction in the flexible stream, and the rigid PET lid, which allows containers to be re-closed and better preserves some foods. For containers with rigid PET lids and trays, the recycler delaminates both the PET and PE streams, so that the floating PE fraction is easily recovered and recycled in a PE transformer.
Although the PE streams do not yet have ESFA approval for contact with food, and their recycling cannot be circular, there are multiple applications for recycling this type of polymer (bin bags, plastic bags, furniture, etc.). In this case, the resulting material (natural or coloured) includes food packaging printing inks, which do not affect reprocessing, and is ideal for non-food applications.
In this way, at SP GROUP we are working to promote the replacement of all multi-layer polymers with mono-material ones so they are recyclable and avoid ending up in landfill.
Characteristics of top film for a density of <1

How does mechanical and chemical recycling benefit us?
With the introduction of the new law on waste and contaminated soils, the costs associated with landfills will increase, so industry will put even more effort into recycling and giving new uses to post-industrial and post-consumer plastic. Investment in chemical recycling continues to grow but we must not forget that mechanical recycling is more efficient in terms of energy consumption and emissions. Moreover, for both forms of recycling – mechanical and chemical -, ecological-designs for plastic waste are required (for example, designs for PA and PET are quite limited).
Chemical recycling would be circular but the sector agrees that it is first necessary to set up a regulatory framework that provides certainty and encourages greater investment. A priori, chemical recycling would be the final link in the recycling chain (when referring to the mixed section of the sorting plants and other materials such as oils, tyres, etc.) since, after mechanical recycling, it would be the only way to avoid the plastic waste going to landfill or being incinerated.



